1 概述
电热管是日常电热器具中一种极为常见的发热元件,主要适用于一些家用电热电器。电热管质量性能的好坏以及稳定性对产品的使用期限及安全具有直接性影响,为确保电热管的安全性及稳定性,需要采用良好的制造控制工艺及检测技术标准要求。
电热管制造过程中,最为关键的环节为工艺控制、材料控制以及检测控制等三大控制,每道工序都对之后的工序的产品质量产生着直接性的影响,而检测技术标准要求控制更是对所有制造工序的产品质量均具有直接性影响,是工艺控制的关键所在。通过自检、巡检、抽检等相关检验,能够做好检测技术标准要求控制,可以促进电热管产品合格率的进一步提升,有效控制损耗,确保产品质量的稳定性,进而为产品的使用期限及安全提供最有力的保障。
无论是对电热管的设计者,还是对生产制造者及使用者,了解掌握一定的电热管制造工艺对保证电热管质量都是非常有益的。
2 电热管基本制造工艺流程
电热管基本制造工艺流程为:切管→绕丝→加粉→缩管→平头→热处理→弯曲→封口→点焊片或导线→检验→型式试验→入库
3 电热管的主要制作工艺
3.1 材料零部件
电热丝、氧化镁、管材及引出棒等材料是构成电热管的主要材料,其它质量的好坏对电热管的质量起到决定性的作用。首先,对于电热丝而言,在实践中应用较为广泛的主要是镍铬丝以及铁铬铝丝二种合金材料,一般情况下,在表面温度不超过六百摄氏度的情况下,常选择铁铬铝丝,而工作温度超过六百摄氏度的情况下,就需要选择镍络丝,之所以这样,主要是考虑到内部填充的氧化镁在不同的工作温度下所出现的化学反应也有所区别,会直接影响到绝缘性能,而绝缘性能的改变又会对电热管的使用性能产生直接性的影响;其次,关于充填物氧化镁,氧化镁是一种纯度较高的绝缘材料,实践中使用较多的氧化镁颗粒的尺寸最好控制在0.4毫米以内,在工作温度达到一千摄氏度的情况下,需要对氧化镁进行常规检查,即观察所购置的氧化镁是不是均匀,用磁铁进行除磁处理;对于管材,根据电热管的形状、用途正确地选择材质,实践中应用较多的管材主要是铁管、铝管、铜管以及不锈钢等材质的金属管,需要以加热介质为主要依据作出具体的选择,通常用作铸体传热选择铁管或铝管比较适宜,其它用途选择铜管及不锈钢管即可。需要注意的是,购置的管材在正式使用之前必须进行彻底的清理,将空管内杂质清洗干净,这样做主要是为了在加入氧化镁的时候有效避免微量元素以及杂质相混合,否则将会给电气性能造成极大的负面影响;最后通常在实践中会选择环氧树脂作为电热管的封口材料,并利用RTV硅胶进行密封处理,作为电热管制造过程的最后一个主要环节,封口材料需要按照具体的使用性能为主要依据进行选择,一般对于液体加热而言,选择120~200℃封口材料,铸铁传热选择250~450℃封口材料,软玻璃材料主要适用于超过500℃的情况。3.2 主要工艺重点说明
3.2.1 电热丝的绕丝工程
电热丝的绕丝工程是电热管制造生产的一个重要工艺,主要包括绕丝、清洗、组立及丝点焊等过程。
绕丝的重点在于:
一是绕制的电热丝外径必须一致,螺距均匀,无串丝、堆丝等现象,这对于保障电热管在工作时发热均匀性很重要。
二是绕制好的电热丝经过清洗后要保持洁净,无任何的杂质油污。清洗电热丝的目的就要清除电热丝从材料制造保存到绕丝等过程残存于电热丝表面的所有油污及氧化物等。如果电热丝清洗不干净,有油污或杂质现象,加粉后制成成品经过通电,油污和杂质将被碳化形成碳化物,长时间后将会影响降低电热丝的使用寿命,容易导致出现断阻等现象的发生。
对于电热丝清洗的效果是要求其丝表温度在300℃左右时进行通电干烧过程中不出现冒烟的现象或将清洗烘干的电热丝放在干净的白纸上,轻拉开电热丝后向上拉起并弹动电热丝,如白纸上无油污痕迹则表明电热丝清洗干净。当前一些企业对电热丝的清洗并不是很重视,部分比较重视品质的企业一般都是实行传统的超声波清洗,还有些部分企业为了节约成本只是把电热丝放在专用的除油剂或家庭用的清洁剂里用手工简单的清洗,因此对于电热丝的清洗还是有必要引起重视。
对于电热丝与引出棒的连接方式目前有二种,一是目前大多数企业普遍做法,通过点焊熔接引出棒与电热丝的方式将二者连接起来,这也是延续电热管几十年来的传统工艺方法。这种工艺的优势在于接触性好,加粉缩管后不易脱落,而缺点就是如电流、压力等参数没有很好控制容易导致电热丝点焊后压扁变形,导致挂丝不顺畅,细丝还会容易发生断线等。另外一种则是很少数企业实行的做法,将电热丝与引出棒穿好测量完电阻后直接挂丝加粉。个人以前也并不赞成这种做法,但通过对这种方式制作的产品及企业进行长期测试和跟踪验证后,认为这是一种行之有效的可行方法,主要在于绕丝蕊棒与引出棒配合的设计处理
如果设计处理得当完全能够消除所有顾忌,而一些少数这种做法的企业,经过多年的实践也证明了这种方式的可行性,并没有出现人们所担心电阻接触不良和脱落现象,同时这种不点焊的方法加粉挂丝拉线还会更加顺畅,也能节省人员与工时,值得推广应用。
3.2.2 加粉工程
加粉也叫填充,在电热管的制造工艺中,加粉是一个重点控制的工艺,在很多电热管企业都把它作为关健工序,可见它的重要性不言而喻的。加粉对电热管质量有着很大的影响,如何控制加粉工序过程是直接影响整个电热管性能的首要关注点,下面就加粉过程中的一些要点进行详细叙述。
① 加粉过程中注意点:
a 氧化镁粉的保存环境要好,必须存放在干燥处,不能放在潮湿的地方,杜绝水、灰尘、杂质、金属粉屑等混入。
b 选择最适合的氧化镁粉目数配比,减少批量生产时的偏差和不稳定的现象。
c 加粉密度要达到≥2.3g/cm2。d 调整好设备的振荡器尽量保持一致,使每一根电热管的填充量没有不均匀现象产生。
② 氧化镁粉的目数配比对加粉的影响
氧化镁粉的目数配比对加粉作用结果影响很大,各种目数搭配比例不同,其流速是完全不同的结果,MgO的粒度分布非常重要,它和MgO的成分比例、填充时振动方式一起决定填充量。填充时对于大致一样的空管,填充时根数多、效果好、且经济。在相同的缩管率下,氧化镁填充紧密,其热传导和电绝缘性也优异。要想得到比较高的填充密度,尽量用一些填充密度小些而在缩管加工后取得,这样比较容易,但是缩管时如用粒度过大的镁粉,缩管后将压伤电热丝表面影响电热管的寿命,填充时很容易造成细丝偏芯、乱丝及发热圈芯部空洞等不良现象。填充氧化镁的密度应控制在缩管后不发生上述情况的范围内。
氧化镁粉的粒度分布和填充空间是大颗粒填充大空间,而大颗粒相互之间的间隙用中颗粒填充,而更小的颗粒弥补其间隙,再用更细的颗粒弥补其余空间。
用充填机给电热管的空管填充氧化镁时,无论用多适合的目数配比加上多好的选择设备良好的振动装置进行填充,其填充密度都不能超过2.5 g/cm2。这种填充程度不能得到充分的热传导率和电绝缘性,因此才有缩管的要求。
3.2.3 缩管工程
在电热管的制造生产过程中,缩管是最为常见的工序之一,缩管也称为减径或压延,就是在管壁不被拉薄的同时管径由大变小的过程,其目的是为了提高电热管的密度,而需要将原本较粗的管径缩减为较细的管径,同时对管的最终要求真圆度同心度以及直线度的基本要求是必不可少的。
① 电热管目前应用的材料类型主要是不锈钢管、铁管、铜管、铝管四大类,这些管材的硬度不同时,其缩管过程中管的延伸率是不同的,但等体积的几何比是不会改变的。
② 原管减径率电热丝径间距原管材质等均会影响电阻变化率,设计生产上其重点有以下倾向:
|
项 目 |
缩管变化率倾向 |
|
1原管管材 |
INCOLOY> STEEL> Cu>Al
|
|
2电热丝丝径 |
细丝>粗丝 |
|
3间距 |
小间距>大间距 |
|
4缩管率(减径率) |
大减径率>小减径率 |
③ 缩管后镁粉的压实密度须达到3.05g/cm3以上。如何验证管材管径的选择是否正确可通过以下范例进行计算:例如一支φ7.8×0.5的不锈钢管,缩成管为φ6.5,试验证此方案的可行性,评估计算方式如下:
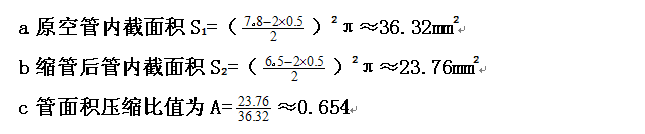
在加粉过程中,原则上保证≥2.3g/cm3的要求,而最终≥3.05g/cm3的最低管内压实密度要求下,此时密度的增加值为:3.05/2.3 ≈1.326倍。
经过上述面积压缩比计算出A=0.654,即面积减少了34.6%,相对于镁粉密度增加了34.6%,此时管内的真实密度值理论上为2.3×134.6%=3.10 g/cm3,因此可以判定此选择为正确的。
④ 经相关人员研究得出当电热管减径量为15%时,镁粉密度的增加最大,导热系数也最大;而减径量为20%时,镁粉的密度和导热系数反而降低,在10%的减径量时,镁粉的密度和导热系数最低。因此盲目地增加缩管比,对电热管是毫无意义的。
⑤ 减径对电阻的影响
一般在使用不锈钢管作外管时减径率必须在15%时为最佳状态,不然电热管内部温度会变得意想不到的高,这样往往对电热丝的寿命带来恶劣的影响。
由于缩管后被减径,结果是氧化镁粉被挤紧,但减径率大小对电热管性能影响很大。因此下面讲解下电热丝的电阻变化和减径率的关系。
经过缩管加工后电热丝长度减少,线径变粗。经压缩11~25%原管内氧化镁粉被压紧密实,其阻值下降。这时电阻下降若有偏差,电阻值就有偏差,因而额定功率的额定值也有偏差。所以,应使下降率尽量保持一定。
缩管加工后电热丝的电阻下降不只由减径率本身决定,还受其它多种因素影响,其中主要的因素如下:
a 填充后的填充密度;
b 电热丝的线径;
c 电热丝的材质;
d 电热丝线圈外径。
3.2.4热处理
① 热处理主要目的:
a 是为软化电热管硬度以达到可以使进行弯曲而需要进行的退火处理。
b表面富有韧性。
c表面产生致密的保护氧化膜。
② 热处理的种类:
a 网带式水素炉
主要用于高温粉制作的电热管过炉热处理。
需要发绿发黑的产品过炉。
需要空管预先过炉热处理的产品。
b 网带式钎焊炉
主要用于表面光亮热处理的产品
c 高频局部退火机
主要用于中低温及改性镁粉制作的产品
可以只需要对弯曲R部进行局部退火的产品
d 利用烘箱就能达到退火的产品
主要是针对铝管产品
3.2.5 油压
合理的油压工艺,原则上能保证电热管的一定的电气强度。
① 油压方式:
a 整支油压
b 仅弯曲R部油压
② 油压种类
a D型油压
b C型油压
c 三角油压
d 椭圆型油压
3.2.6 排潮
电热管制造过程中采用排潮方式以改进电热管绝缘耐压不良的现象是一种较为常见的工艺过程,但排潮的方式有多种多样,对不同的产品采用不同的方式有所区别。
①烘箱排潮
基本能满足所有产品的排潮需求。对于高温镁粉产品达到400℃12 小时以上为最佳,而针对中低温及改性镁粉的排潮可根据镁粉的特点酌情处理。
②电气炉排潮
针对性能要求不高同时需要连续作业的产品
③低电压排潮
主要针对铜管和铝管或没有退火机设备,需通过测试确定通电排潮的时间和电压大小。
3.2.7 封口
电热管的封口是电热管制造过程中的一个重要工序,电热管的封口工艺主要作用就是防止氧化镁粉吸潮进而影响电热管的最终使用电气性能,由于现在各使用企业对电热管的电气性能要求越来越严格,所以对电热管的封口是一道十分重要的工艺和控制内容,电热管最终品质的稳定与可靠性在此过程中有着举足轻重的影响。
① 封口材料
a RTV硅胶
目前RTV硅胶主要使用的多为国产相对比较多如天永诚、安品、恒宇、康达威以及日本信越
b 硅油
多为日本SF-99、KF-99、KF-96及国内相关牌号硅油。
c 环氧树脂
环氧树脂主要有美国3M251-AB胶、美国亨斯迈-AB胶及丽晶宝石胶等。
d 玻璃珠及玻璃粉
天力创、百嘉祥、逐日、超锐等。
e 其它如水泥、氧化铝胶粘剂及相关陶瓷产品
② 封口方式与方法
a RTV硅胶直接封口:这是电热管封口的最简单方式,主要针对中低温及改性镁粉制作的产品,它是将电热管直接或间接排潮冷却后直接进行管口封胶,操作非常灵便。
b 硅油封口:硅油封口主要使用在高温镁粉制作的电热管产品,一般采用苯甲基硅油为主。硅油封口工艺基本有二种,一是自然渗入法就是将电热管过炉后或干燥后浸入硅油中浸泡,也有直接将硅油注入管口;另外就是加压渗入法,将电热管干燥后浸入硅油再放入压力容器中进行加压渗入。由于硅油封口的时效性不好逐渐慢慢淡出。
c 环氧树脂封口: 环氧树脂封口也叫AB胶封口,是由二种不同成分的材料按一定比例混合调配而成,具有相当的粘接力,通过加温快速固化特性的一种材料,主要在水加热管应用中比较多。
d 玻璃封口:玻璃封口是一种以SiO2为主要材料的具有熔点可调配制的一种产品,分为粉状和管状两种,它与以上几种材料的最大区别在于:粘着力最大,防水性好,即耐高温又有一定强度,长效性比较优异,密封保质周期较高。但这种封口方式价格成本较高,需要制作专用封口设备,工艺复杂可操作性相当难。
e 机械窝口:这种方式来自国外,实用性不强,主要在于模具工装的设计和工艺的逐步完善。
③ 选择封口方法的主要因素
a 电热管的用途、使用条件及规格;
b 电热管的管口温度;
c 成本。
④ 选择封口材料的条件
a 耐热性要好;
b 密封性要好,即与管、引出棒、氧化镁有较好的亲和性;
c 电绝缘性要好;
d 有憎水性;
e 化学性物理性要稳定,对管、引出棒、氧化镁等没有侵蚀;
f 操作要简单,不要使用过多的设备和复杂的处理条件;
g 价格要便宜。